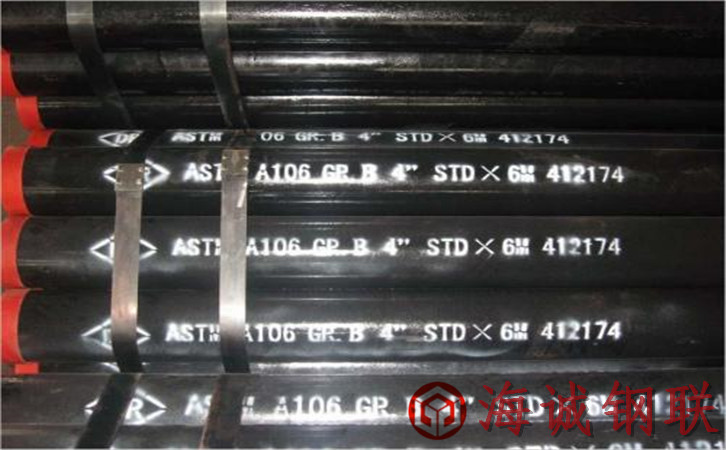
大口径无缝钢管的壁厚不均匀的问题在无缝钢管成产中是比较常见的,对于客户来讲也是一个较为让人头疼的难题。无缝钢管厚壁管不匀称关键体现在螺旋状壁不匀,直线状壁厚不均及头尾部薄厚稍厚,偏薄等情况。
大口径无缝钢管不匀的诱发因素是切割机冷轧中心线倾斜,两热轧带钢的倾角不一或顶部前压下量不大等调整原因造成的壁厚不均,一般沿无缝管的全长呈螺旋状遍及。重要防范措施是调整切割机冷轧中心线,使两热轧带钢的倾角同样,按冷轧表得出基本参数调整冷拔机。
直线状壁厚不均的缘由是芯轴预穿鞍座高度调整不宜,芯棒预穿时触遇到某一面的毛管,造成毛管表面层温降过快,造成壁厚不均甚至拉凹缺陷。轧机热轧带钢间隙过小或过大。冷拔机中心线偏差。单,双机架压下量不匀,会造成无缝管单机架方向超薄(超厚),双机架方向超厚(超薄)的直线型对称偏差。重要防范措施是控制好芯轴预穿鞍座的高度,保证芯棒与毛管对中。拆换板孔及冷轧型号规格时要精准测量热轧带钢间隙,使实际热轧带钢间隙与冷轧表保持一致。
头尾部壁厚不均的缘由是大口径无缝钢管前端工程师切坡度,弯曲度过大,大口径无缝钢管安心孔倾斜易造成无缝管头部壁厚不均。破孔时扩宽指数值非常大,热轧带钢传动比太高,冷轧不稳定。切割机抛钢不稳定易造成毛管尾部壁厚不均。防范措施是检查
大口径无缝钢管质量,防止大口径无缝钢管前端工程师切坡度,压下量大,拆换板孔或检修均应效正安心孔。采用较低的破孔速度,以确保冷轧的稳定性和毛壁很厚的精度。当热轧带钢传动比调整后,匹配的导盘也做相对性调整。